Caractéristiques de surface
ENRI n’est pas certifié officiellement ISO mais l’intégralité de nos produits sont créés conformément aux dernières normes ISO et répondent donc à de très nombreux critères de qualité.
La surface des rouleaux de manutention, notamment, est sujette à une grande attention. Conformément à la norme ISO 6123-2 : 1988 (E), la surface du revêtement de rouleau est définie selon son usage prévu. Elle doit être caractérisée soit selon un type de traitement de surface soit en fonction de la valeur maximale de rugosité de la surface, comme convenu entre les parties.
Mesure de la rugosité
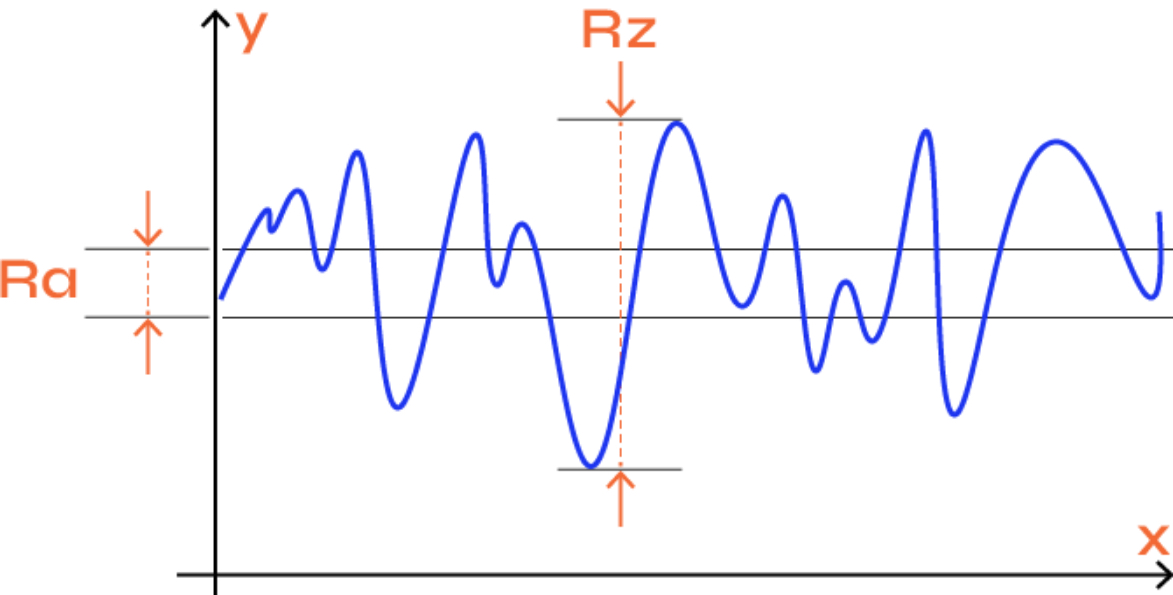
en micro- mètres (μm)
· Rz : Moyenne des hauteurs des irrégularités
sur 5 points, en micromètres (μm)
Relation entre dureté et rugosité
Un paramètre important dans le choix du matériau, la dureté est utilisée pour définir la résistance d’un matériau à la pénétration d’un corps plus dur. On mesure la dureté avec un duromètre, elle peut être exprimer en différentes échelles de mesure : Shore A, Shore D.
Les finitions possibles
Il existe plusieurs types de finition de surfaces, chacun correspondant à une phase du traitement de ladite surface :
Finition polie
Excellente tenue en température, comportement entre -55 ºC et +225 ºC en continu. Le silicone THT peut travailler jusqu’à +300 ºC ponctuellement.
Finition meulée fine
De légères marques de meulage sont visibles à l’œil nu mais ne se sentent pas au toucher.
Finition meulée standard
La surface est uniquement usinée, avec aussi peu de flux de l’outil d’usinage que possible. Les rainures d’usinage sont visibles et décelables en touchant le rouleau.